
Relation Between Tool Grinding and Tool Life in Machine
Punch and die lifetimes vary depending on many factors. The main factors that directly affect the tool life can be listed as follows:
- The quality and type of the material being cut,
- Whether the correct cutting clearence is provided between the die and the punch,
- Whether the die and punch are correctly sharpened,
- Surface quality in the used cutting moulds’ die and punch,
- Whether the die and punch have been correctly heat treated,
- Whether the material in which the die and the punch are manufactured is selected correctly,
- Whether the die and punch are correctly positioned,
- Whether the press to which the cutting tools are connected is sufficiently accurate
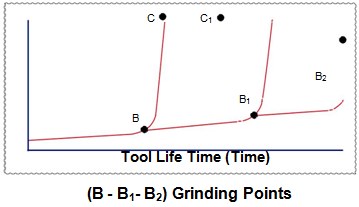 Failure of any of these factors will result in a shorter life of the cutting dies. This may lead to an increase in production time and increase the cost of production. Failure to sharpen the cutting tools in the 3rd and 4th row in a timely and accurate manner is one of the most important factors affecting the life of the tools. Grinding the tool on time without delay is very important for tool life. There is link between tool wear and tool life as shown below.
Failure of any of these factors will result in a shorter life of the cutting dies. This may lead to an increase in production time and increase the cost of production. Failure to sharpen the cutting tools in the 3rd and 4th row in a timely and accurate manner is one of the most important factors affecting the life of the tools. Grinding the tool on time without delay is very important for tool life. There is link between tool wear and tool life as shown below.
As shown in the graph, if we sharpen our tool at B sharpening point, we can extend the tool life up to B1. (B point can be regarded as wear starting point of our tool.) If we do not sharp our tool, the tool life will end at point C since the wear acceleration is quite high after the wear starts. Generally, punch press users do not have the necessary grinding machine to sharpen punches and dies, so they cannot grind their tools on time, and in addition to this, they lose considerable time and face high costs in emergencies.
Due to the reasons mentioned above, the users of the punch press machine to have the machine to sharpen the punch tools, will eliminate the time losses related to tool grinding, will prolong the tool life considerably and at the same time provide the necessary high quality production.